

Welding Beads – Types Of Beads
This post contains affiliate links.
This article will cover the types of welding beads that are common with the three main processes (TIG, Stick, MIG). Learning different bead types will help you figure out what is beneficial for your specific projects and needs.
We like to think of using “welding patterns” to achieve different bead profiles.
Welding Bead Types
TIG Welding Beads
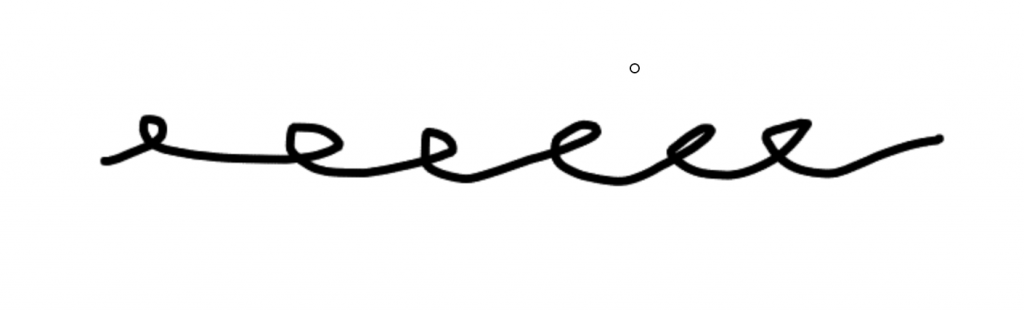
TIG welding beads generally have a “stack of dimes” type of look. This is because as the TIG arc is traveling, the welder is adding evenly spaced “dabs” of filler metal with their other hand. Each one of these dabs makes a circular shape as they are stacked on top of each other. The timing of the dabs can greatly affect how the weld looks. Feeding the filler metal faster will result in closer spacing of the dimes, and vice versa. TIG welds can be some of the prettiest welds due to this look.

TIG welds don’t always have the “stack of dimes” look. Sometimes welders will “walk the cup“. This is where the filler wire is being held, laying on the piece being welded. The welder walks the TIG cup back and forth as they move forward in their weld. This melts the filler rod and spreads it across the weld joint – think of applying cream cheese to a bagel! This technique is especially popular with pipe welders. Sometimes 2 or 3 filler rods are used at once to increase the amount of filler being deposited. Think of walking the cup as a “weave” instead of a straight weld.

Stick Welding Beads
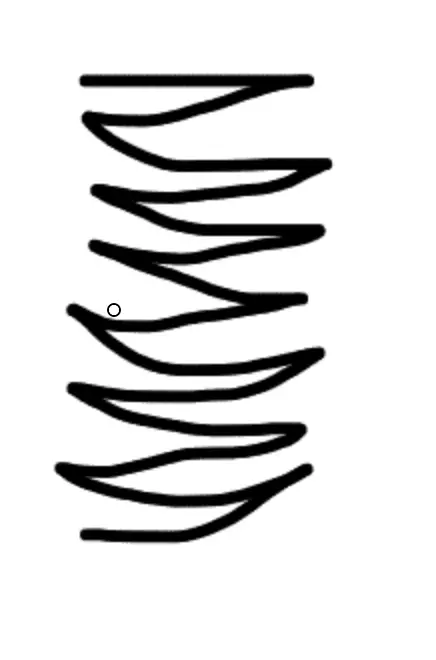
Stick welds can have multiple bead characteristics. The low hydrogen family of rods are quite versatile. A 7018 low hydrogen rod can be dragged as a straight bead. These are known as “stringer” beads because they are even and narrow. This is popular with flat, horizontal, and overhead stick welding. Vertical 7018 welding can benefit from using a weave type pattern. Working uphill, the welder can use a variety of patterns to spread the filler metal into the joint. Weaves are much easier on vertical tests, but sometimes CWI‘s will only allow stringer passes.
Below is our favorite reference chart for welding symbols. Symbols will dictate what type of weld is called for – which will determine your bead size and type.

Welding Symbols Chart – Check Price On Amazon
Cellulose stick rods ie. 6010s and 7010s must be ran with a specific “whip and pause” technique. The ending result has the dime look similar to a nice TIG weld. These welds generally don’t look as great as a proper TIG weld – but the dime effect is visible nonetheless. With this technique, the welder will strike an arc, and hold the rod in position to make a dime. They will then whip out and come back to deposit the next dime. For open roots on pipe and plate, 6010 cellulose rods can be dragged like a 7018 and they work great. Some visuals on 6010 welds can be found below. This video is by Jody Collier of Welding Tips and Tricks
MIG beads
Hardwire MIG is very versatile because there are so many techniques for creating a good weld. Some prefer to push the puddle, and some prefer to pull the puddle. There has always been a debate on whether pushing or pulling is stronger. Since there is no flux coating involved with hardwire MIG, the user isn’t forced to drag their puddle. There is a common welding saying “If it has slag, you gotta drag”. This is because in most cases if you push a stick rod or flux core MIG gun, the slag will get trapped in the weld. This creates porosity. With flux coated welding techniques, the dragging technique allows the slag to form and harden at the back of your puddle as you continue forward.
A lot of MIG welders won’t weave or use any pattern. They will simply run a straight stringer bead. Although this can produce a sound weld, using a weave pattern can be beneficial for wider joints and vertical welds. It spreads the filler metal out more, resulting in a flatter bead.
A more recent trend is the “MIG like TIG” craze. This is where certain MIG settings can result in a bead that looks like the TIG dimes we mentioned above. This is also largely due to a specific technique with a low wire speed. These beads aren’t as strong because the low heat penetrates the metal a lot less than normal. However, they have come to be standard in the off roading culture because they are such clean looking welds (especially on car parts). This technique can be fun to play around with. There is a great video on it by 5th Street Fab found below.
Flux Cored MIG Beads
Flux core MIG (especially dual shield) can deposit a ton of filler in a short amount of time. Mosts flux cored beads are ran by simple stringers. Vertical Flux cored welds will usually require a weave to manage the puddle. Weaving a flux cored bead will prevent you from getting a “drip” halfway through your weld. This is when the weld gets too hot and the molten metal drips off of your piece of material onto the floor.
Conclusion
For welding projects at home, there are many different options regarding welding processes and bead characteristics. It is best to become proficient in MIG, TIG and Stick welding so you will be prepared for any job! Using multiple weld patterns will help you achieve any type of bead.
Thanks for reading




