What Is The Most Difficult Welding Process?
This post contains affiliate links.
Beginners are often curious – “what is the easiest welding process?”, and which ones are the most difficult?
Since welding is such a niche in itself, it can seem intimidating to break into. All the gear and equipment is extremely foreign to most people.
For folks who enroll in welding school, the barrier to entry is broken and they are exposed to all of the main welding processes. However, do-it-yourself type of people may have difficulty finding which process they want to start with.
The hardest process (in most peoples opinion) is TIG. It requires more dexterity and hand eye coordination than all of the other processes. It also requires surgeon-like steadiness in both of your hands. A foot pedal is often involved as well. Having both hands and your foot working at the same time can feel very foreign. This is especially true if coordination does not come naturally.
The categories below will break down each difficult part of the TIG process. These reasons tend to cause newbies to shy away. Once mastered, these issues will be less of a hindrance and your TIG beads will improve. Being a good TIG welder is truly an asset. It can provide you with solid job opportunities as well as the ability to fabricate amazing projects.

TIG Foot Pedal Control
Unlike other processes, most TIG machines allow the user to adjust the amperage while they are actually welding. This is generally done with a foot pedal. Let’s say you set your machine at 100 amps. “Pedal to the metal” will result in the full 100 amps. Anything in between that will be a fraction of that 100 amps.
Beginners getting used to this may have trouble keeping their foot steady. If your foot wobbles around, your amperage will vary throughout the weld. This can cause inconsistent beads and weld defects. Varying heat can have negative effects on TIG welds.
However, foot pedals can be used to your advantage. You can “pulse” the pedal to achieve quick bursts of amperage with your TIG torch. This can result in nice, uniform beads that are very eye pleasing.

Tungsten Contamination
With Stick and MIG welding, having a slight hand shake can be managed. It won’t necessarily ruin the bead. You can actually get some pretty nice welds even if you aren’t the steadiest hand.
In that sense, those processes are more forgiving for the beginner and intermediate welder. As long as you’re not shaking all over the place, the welds can come out nice.
The problem with having shaky hands for TIG – is that you can contaminate your tungsten really easily.
The acronym for TIG stands for “tungsten inert gas” welding. The tungsten is actually your electrode that heats your metal and forms a puddle. These tungstens come in electrode sizing similar to stick electrodes – 3/32″, 1/8″ and 5/32″. The difference is that the tungsten does not burn away like a stick electrode.

Once sharpened, the tungsten can perform many welds without needing to be replaced. The caveat to this – is that it can’t make contact with the steel or your filler rod. If it touches steel while you’re welding, the steel fuses with the tungsten and contaminates it. Same goes for aluminum TIG – contamination is always bad.
When the tungsten gets contaminated, it can no longer hold a good arc. The arc will often have a greenish tint and it won’t make a puddle. Basically, the tungsten is no longer doing its job.
Contamination is easily fixed. You can grind your tungsten down to a sharp point again, and remove the steel that fused to it. If it is really bad, you can break away the contaminated portion and re-grind the tip.
Bench grinders are best for this, but a hard wheel on an angle grinder can work too.
Beginners – especially in welding school – will contaminate their tungsten all of the time. This is normal, so don’t worry. As your skills progress, your contamination problems will happen less often. Hands get steadier over time, and it will become less frustrating.
Using Your Non Dominant Hand
Another tricky part about TIG is that you have to feed rod manually. Using your non dominant hand, users must feed the rod into their puddle (without contaminating their tungsten).
Since most of us aren’t ambidextrous, TIG is usually the first instance where we are required to be. Sometimes it is necessary to switch the torch to your other hand and feed rod with your dominant hand.
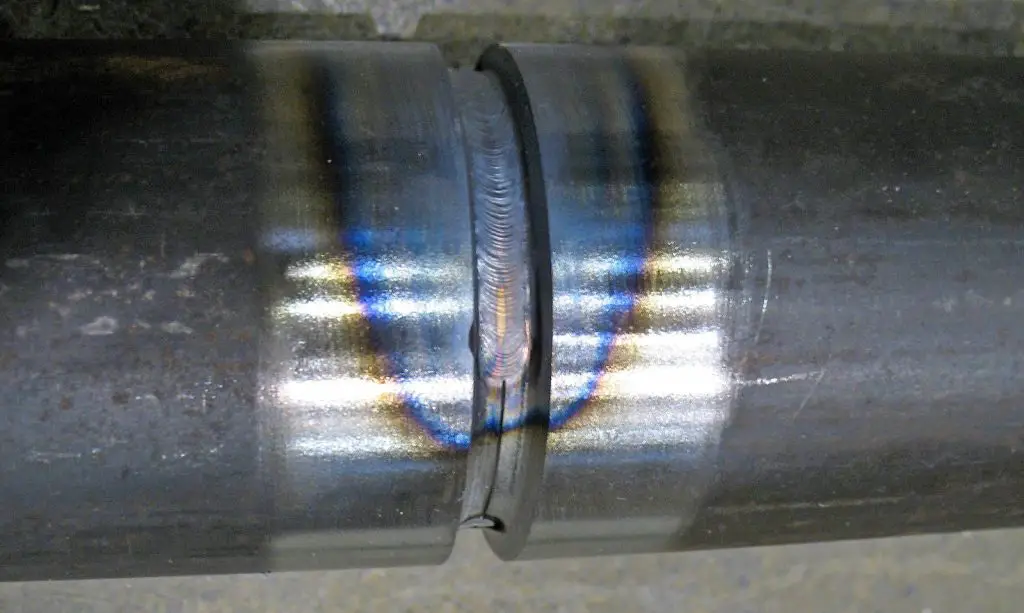
Pipe welders are really proficient at this. Pipe joints often require the welder to switch hands depending which side of the pipe they’re welding.
It takes everyone lots of time to become proficient at this. It is a trial and error process until your coordination starts to improve. Other processes like MIG come more easily – but with TIG, instant gratification rarely happens.

Metal Prep
With Stick and MIG welding, you can generally weld over mill scale and oily surfaces.
TIG welding requires the metal to be cleaned properly and with care.
Since the TIG arc is more fragile, it can’t penetrate through mill scale very well. It is possible, but the welds will be quite weak.
If you aren’t accustomed to metal prep, then TIG applications will be a great way to practice. By using an angle grinder paired with different attachments, you can easily remove mill scale, paint, and other contaminants.
The difference between TIG on dirty metal vs clean metal is huge. It is also just much more enjoyable to TIG on prepped steel.
This extra prep time can add more hours to a project. It is something to consider when planning a fabrication job with TIG. Every joint must be prepped and cleaned.
More Equipment
This is not directly related to the skill level that TIG requires, but it should be mentioned.
TIG welding is often more expensive than Stick or MIG processes. The torch components, machines, argon gas, consumables – it gets pricey really fast.
With a process like Stick welding, you just need a machine, leads, and some rods (and a ground and stinger). This makes it more attainable for a newbie with less of an upfront cost.
So, while TIG is an awesome process – the equipment is a barrier to entry.
Featured image credit : Pixabay