Welding Undercut – What Is It? And How to Avoid It!
This post contains affiliate links.
This guide will give you an overview of what “undercut” is in the welding industry. Considered a common defect, there are some easy and simple ways to avoid this.
Undercut is one of the worst defects to have on a weld. It will fail you on welding tests, and it really weakens the weld. Although it is a bad defect to have, there are some easy ways to get rid of this problem.
With some simple practice and machine settings, you can avoid undercut and achieve acceptable welds. By following correct settings and guidelines, it is a pretty manageable defect to avoid.

What Is Undercut?
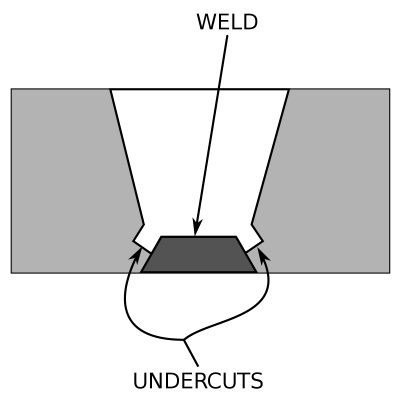
Undercut is when the edges of a weld have cut into the base material. Instead of the edges of the weld looking flush, there are small to large divots where the weld has dug into the base metal.
The “toe” of the weld is where the weld bead meets the base metal. This is where undercut is found. Instead of the weld fusing nicely with the base material, it actually cuts into it – which leaves an indent.
Undercut is considered as a defect on welding tests. Although there is a small tolerance for it according to some welding inspectors, usually no undercut is allowed at all. You may be allowed 1/32″ of undercut at times. Although this tolerance is available, it is best to avoid undercut as often as possible.

Undercut weakens the weld to some degree. When the weld bead undercuts your base material, you have actually taken away some of that original metal.
Even though undercut doesn’t weaken the weld completely, it really takes away from the welds potential. It causes the weld to be more likely to crack or break.
Once you dial in your settings and your travel speed, it will be much easier to avoid undercut. This defect is often caused by common beginner errors, and many experienced welders will never have this problem.
What Causes Undercut?

Undercut is caused by several issues.
One reason is an amperage/voltage problem. If your amperage is too high with Stick and TIG welding, the welding arc is too hot and it burns away your base material. This excess heat takes away the material at the edges of the weld. It is best to turn your heat down and then see how the next weld turns out.
With MIG, too high of a voltage setting will dig into your base material – despite filler wire being added, high heat can still cause undercut. We recommend incrementally lowering your voltage until your undercut disappears. Start with a small reduction, and then go from there.
Another reason for undercut is that your filler wire is being fed too slow. Not adding enough material to your weld results in undercut quite often. If you aren’t adding enough filler metal in relation to your heat, the weld won’t keep up and you’ll burn away the metal.
                  Welding Symbols Chart – Check Price On Amazon

For example, your TIG settings might be dialed in correctly, but if your filler dabs are too slow, then the weld won’t be built up high enough. With TIG welding, this is often an issue of having a filler rod diameter that is too small.
You may be running a 3/32″ filler rod when an 1/8″ (larger) rod would be more appropriate. This means that each dab will add more material to your TIG weld when using the wider filler rod.
For larger joints and bigger gaps, wider electrodes get the job done better.
With MIG welding, using too thin of a wire and a high voltage setting can result in undercut. Your wire isn’t adding enough material, and your heat is too high. By matching the voltage with the wire diameter, you will ensure a weld that has little to no undercut.

For thinner MIG wires such as a .025″ diameter, voltages in the 16-19 range are best. As you bump up in wire diameter, you must increase your voltage as well. If you are running .035″ wire, your voltage should be at least 23 volts – much hotter than a .025″ wire setup.
For stick welding, wider electrodes are required to weld thicker materials. You may be using 3/32″ or 1/8″ electrodes for your current project; but if you need to weld thick steel, then a 5/32″ (large) electrode will give you more success.
By matching your electrode size with your heat settings, you will ensure that undercut will not happen as easily. If the heat input matches the filler metal being added, the weld should turn out just fine.
More Issues
With MIG welding, wire speeds that are incorrect can cause undercut. When performing a groove weld, having a low wire speed won’t add enough filler to complete the joint- thus leading to undercut.
On the other hand, using too high of a MIG wire speed can cut into the base material because it is heating up the arc too much. Measuring MIG wire speeds is simple – inches per minute. This is how much wire is being deposited per minute. Lower wire speeds are around 150 ipm, while high wire speeds can be over 400 ipm.
Keep in mind that a higher wire speed will result in more wire being burned. This equals a higher cost of operation.
By using the correct wire speed for each MIG application, you’ll reduce the chances of cutting into your material, thus reducing chances of undercut.
With Stick welding, long arcing can cause undercut. This is when you’re holding the tip of the electrode too far from your work piece. The result is a violent arc that doesn’t add enough filler metal to your weld. This can also cause porosity in your weld joint. In general, try to keep the tip of your stick electrode closer to your work piece.
These close electrode to workpiece distances will ensure that you are depositing the maximum amount of metal, thus leading to less undercut. There should only be about 1/16″ gap between your electrode and your steel while welding.

Another reason for undercut can be the angle of your electrode. Too steep or too low of an angle can dig into your base material with any welding process. Play around with what works for you with each welding process in each position.
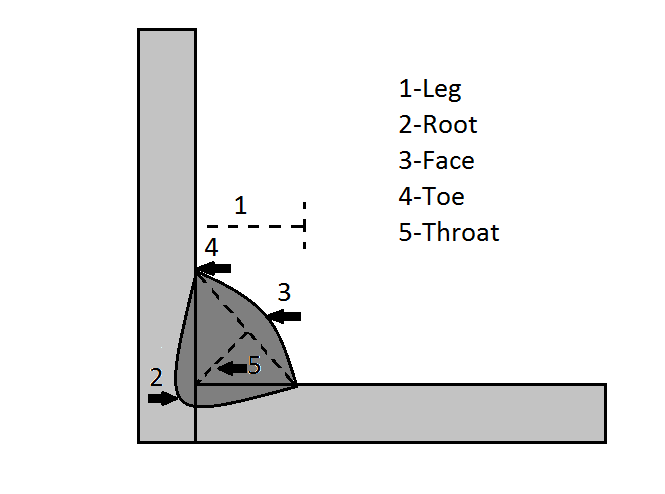
For example, if you are welding a fillet joint at a 90 degree angle, you should favor both sides equally. If you favor one piece of material more than the other, it can cause undercut at the edges of your weld. By distributing the heat evenly, you will add equal amounts of metal throughout the weld.
Notice on the diagram below that the weld is uniform, touching both pieces equally. This is the result of an even distribution of heat while welding.
Welding undercut tends to happen to novice welders more often. Their technique is sloppier and they haven’t dialed in their proper settings.
Once you know your way around a welding machine, you shouldn’t see undercut very often.