How Strong Is Stick Welding?
This post contains affiliate links.
A common question that beginners ask is “how strong are welds?”. Welds are thought of as bulletproof since its one of the most effective ways to join 2 pieces of metal.
Although MIG, TIG, and Stick welding can all produce some very strong welds, there are variances based on multiple factors. Amperage, electrode type, and metal preparation all play into how strong a weld is going to be.
Another important factor in weld strength is the person who is actually welding. A veteran welder can produce much stronger welds than a novice – even if they are using the same machine with the same settings.
This article will cover stick welding strength and the different factors that play into it.

Tensile Strength Ratings
When you are looking at stick electrodes or “rods”, you will usually see 4 numbers. These numbers are inked onto the rods flux for easy identification.
The first 2 numbers refer to the tensile strength of that rod. Measured in PSI (pounds per square inch), these identifying numbers give you an idea of the electrodes strength.
7018 rods are one of the more common electrodes. If we take our first 2 numbers (70), that translates into 70,000 pounds per square inch. So, for every square inch of welding bead, it would take 70,000 pounds to tear that weld apart.
However, this isn’t a hard and fast rule. If the weld isn’t executed properly, this tensile strength drops dramatically. Porosity (holes) in the weld are a common defect, and they’re one of the best ways to ensure a weak weld.
Porosity can be avoided by holding a tight arc. This means that the tip of your electrode shouldn’t be more than 1/16″ from your steel. You shouldn’t be pushing the rod very hard, but it should almost be touching your steel as you’re welding.
Failing to hold a tight arc will result in “long arcing”. This causes the puddle to act more violently, and it makes it hard to fuse your base materials. Long arcing is a common mistake and can be done with MIG and TIG welding as well.
To ensure maximum weld strength, practice holding a tight arc in all of your welding processes.

Another factor that will weaken a weld is incomplete fusion. If the welding puddle doesn’t tie into both pieces of metal, the weld is weakened significantly. When you are welding, focus on the edges of your puddle to see if its melting into both pieces of steel. Favoring one side will ensure that you have incomplete fusion – bad news.
In the photo below, the weld is obviously not good! You can also see that the upper piece of pipe is lacking fusion. In this case, the welder favored the bottom pipe and cut away the upper material. It is also apparent that the welder was “long arcing”. This violent arc action will cut away the steel very fast.
This lack of fusion is bad news. If this was run with 70,000 lb wire, it most certainly isn’t as strong as that! This weld could break very easily and should be redone.

For cellulose rods such as 6010’s, the tensile strength is 10,000 pounds less than a 7018 rod. 60,000 pounds is still a lot of strength, but these rods are designed differently.
For rods such as 6010’s and 6011’s, their mission is to penetrate steel to the absolute max. These electrodes have a “digging” characteristic. They can weld through rust, oil, and light paint if necessary. This digging arc makes them a great rod for welding root passes on welding tests.
Penetrating deeper into the metal is a great aspect of these rods, but the tensile strength still doesn’t match a 7018 rod.
However, there are 7010 rods available. These have the characteristics of a 6010 with the strength of a 7018 rod.
Ductility Strength vs Brittleness
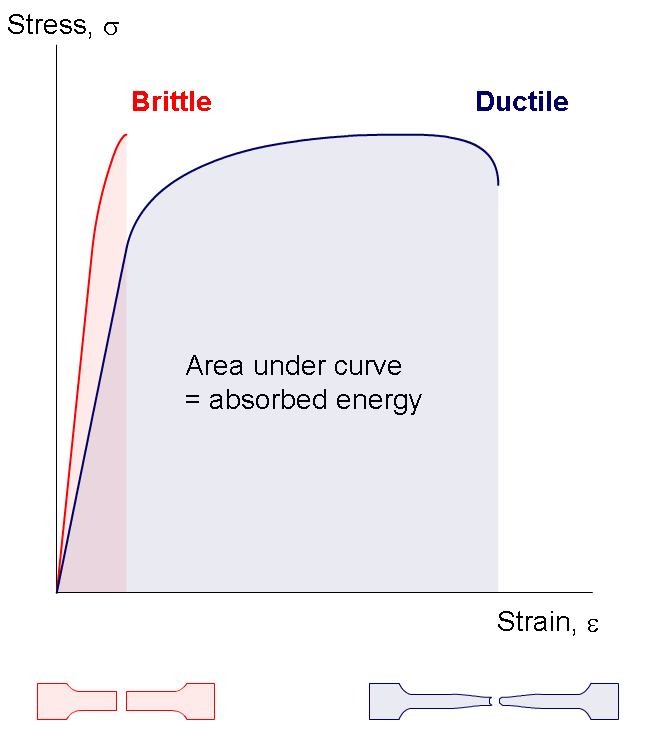
One of the main factors we use in determining which welding process to use is “ductility”.
This is when a solid material stretches under strain. This tensile strain is a huge part of why welds end up cracking or breaking altogether.
Low hydrogen rods such as 7018’s have a high ductility. They can withstand bending and major stresses. This is why they are used to weld on heavy machinery and structural projects. If there is lots of pressure on a weld throughout its lifetime, it must have good ductility to remain intact.
Flux core MIG wire is similar to 7018 rods in terms of ductility. It can withstand large strains from heavy machinery without cracking.
So, for projects that will put a weld under stress, low hydrogen rods are best. 7018 rods are considered as the rod that built America. When you think of a large skyscraper, consider all of the stress that is put on those welds – it makes sense that a rod with high ductility is chosen for those jobs.
Stick rods like 6010’s have a lower ductility. In simple terms, these rods produce a more brittle weld. They penetrate steel a lot, but if they are put under strain they usually end up cracking.
For larger industrial jobs or heavy machinery work, 6010’s should usually be avoided.
Keeping this ductility in mind will help you select the right rod for the job.
Cellulose vs Low Hydrogen Rod Strength

We mentioned that the first two numbers on a rod determine its strength rating. What about the second two numbers?
Well, the third number tells you which position a rod can be used in. The “1” in 7018 indicates that the rod is an all position rod. Flat, horizontal, vertical and overhead are all fair game.
The fourth number indicates the makeup of the flux coating on the rod. This coating plays a large part in the strength and ductility of the rod. For maximum ductile strength, low hydrogen rods are your best bet.
These low hydrogen rods are comprised of iron power coatings. The “8” in 7018 translates to a low hydrogen iron powder flux coating.
These coatings make the final weld much more ductile and strain resistant. This makes it more likely that you will get near that 70,000 pound tensile strength. More iron powder = more stress resistant.
Cellulose rods are what we referred to as the “digging” rods. The “0” in 6010 means that the flux is a cellulose sodium mix. With less than 10% iron powder, these rods are not ductile.
You will get near the 60,000 pound strength rating if the weld stays static. If it is put under large amounts of pressure, it might crack on you.
Single Beads vs Stacking Beads
Running a single “bead” is common for a lot of welding joints. For many applications, it is sufficient enough to hold your steel together.

With this being said, stacking your beads can result in much stronger tensile strengths. When you place multiple passes on a joint, you are increasing the volume of your weld (more square inches.
In the example photo below, 3 passes were necessary to maximize strength on this joint. After a single pass is completed, 2 more beads are placed over the top. This 50/50 split is great practice for stacking beads over each other.

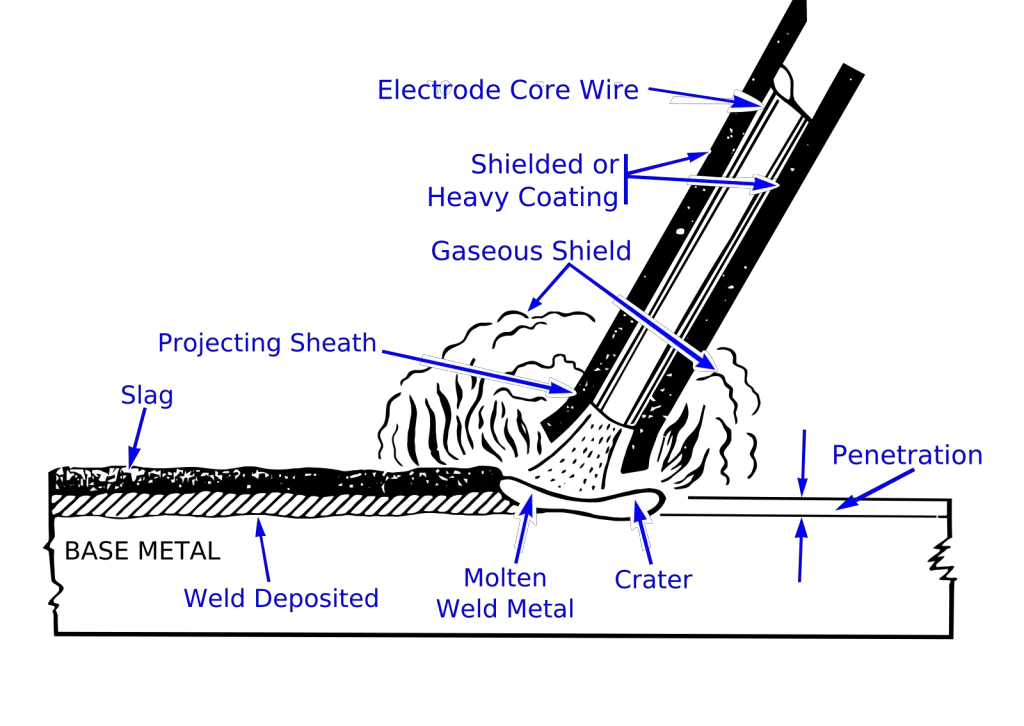
If you plan on maximizing stick welding strength by stacking beads, make sure to remove the slag after your first pass. This slag is a result of the flux being burnt off your rod. Once removed, you’ll see the shiny weld underneath. If you try to weld over slag, you can get “slag inclusions” which is a surefire way to weaken a stick weld.

Metal Prep For Strength
Metal preparation is essential if you want to maximize your welds strength. Removing rust, oil and paint ensures a more direct fusion with your base metal.
Angle grinders with different attachments are a great tool for doing this.
Stick welding is ok to run without removing your mill scale. However, for ultimate strength, grinding down to bare metal is always your best bet. This mill scale is a coating that is left over from the steel milling factories. It is very thin, but it is an extra barrier to getting the best weld.
This is why AWS tests require welders to get their plates nice and shiny before they begin the test. Including mill scale in your weld just increases the chances of breakage.
Wrap Up
If all necessary steps are taken, stick welds are some of the strongest welds you can get. Proper technique is paramount, and without it you will not get maximum strength welds.
Practice your beads and burn lots of rod – it is the only way to improve. Avoiding welding defects (porosity, undercut, slag inclusions) will make you a much better stick welder.
Featured image credit : Piqsels.com