
TIG Welding Mistakes – When To Troubleshoot
This post contains affiliate links.
TIG Welding Mistakes
TIG welding mistakes are common. TIG is an amazing process that produces some of the most eye catching welds. However, there are a lot of issues that can happen that will prevent you from achieving those beautiful welds. It is a tricky process, and this article will cover the common mistakes and how to fix them.
Bumping Your Tungsten Leads To Contamination
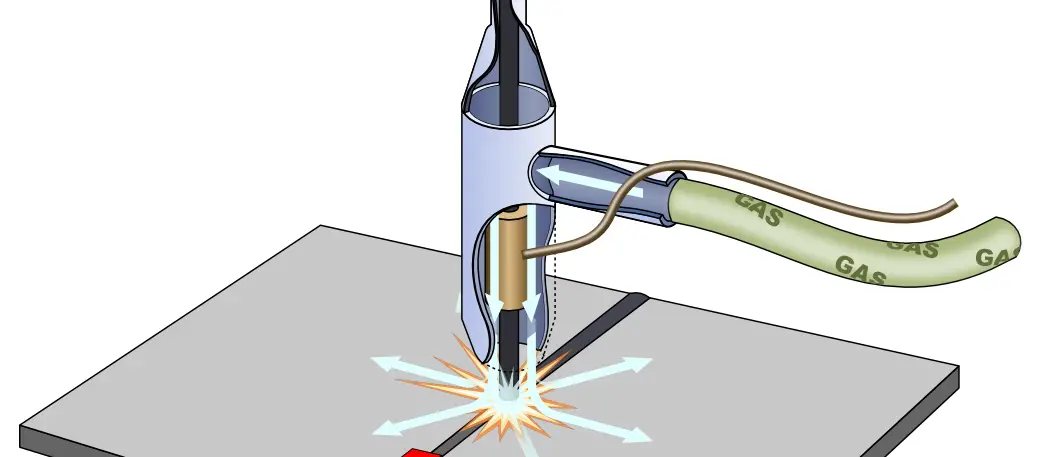
To achieve a proper TIG arc, your tungsten tip must only be a few millimeters away from your metal. As you push your puddle, you are adding filler rod with your non dominant hand. The problem for newbies is that they often have trouble keeping a steady hand. This can lead to frequent contact between the tungsten and your base metal, even though you are trying to maintain distance.
This “bumping” of the tungsten results in a contamination effect. The perfectly cleaned tungsten electrode now has steel melted to the tip, and the arc will suffer because of this.

Contaminating your tungsten will cause the arc to travel and turn a greenish color. The arc that was once precise is now wandering all over the place, and your welds will often have porosity after this contamination. Porosity can be identified by small bubbles or holes in your weld. This severely weakens the weld and is regarded as one of the worst defects.
Fixing Contamination
The good news is that you can regrind your tungsten on a bench grinder to clean and sharpen it back to its original state. If you don’t have a bench grinder, you can use an angle grinder and a resin wheel to achieve the same type of sharpening. If the contamination is really bad, you may have to cut back the tungsten or even get a new piece of tungsten altogether. It all depends on how long you contaminated it for and if the amperage was high or not. Hotter puddles tend to mean more contamination.
This is a frustrating issue, but all new TIG welders will struggle with this. As you progress, you will notice your hands get steadier and you will contaminate your electrode way less often.
Another fact to note is that you can also contaminate the tungsten by touching your filler metal to the electrode. Just like your base material, the filler rod will also contaminate your electrode, and you must re-sharpen it to continue welding. This is true for all filler rods – mild steel, aluminum, bronze etc.
Tungsten Stick Out
Every TIG cup will have its own parameters for how far the tungsten can stick out. This is because the gas flow cannot always reach the puddle if your tungsten is sticking out too far. Gas lenses and larger cups will allow for more stick out, which means you can weld in tighter corners and joints.
The general rule is about a 5mm stick out, but some larger cups can accommodate much larger stick outs due to their gas flow coverage.
If your cup cannot handle your stick out, your puddle will wander and you will end up with a poor quality weld. If this happens, just shorten it up and you should get better results.
Having an array of cup sizes will let you test different stick outs to see what you like best.
Not Prepping Your Work Piece Thoroughly
Unlike stick and MIG welding, TIG isn’t very tolerant of mill scale and oily surfaces. You must remove all mill scale and debris to achieve an optimum TIG weld. This means using a grinder or other abrasives to get down to raw material.
If you leave any mill scale or oil on the metal, your welds will suffer and they won’t be very strong. Novice welders need to keep this in mind as they are learning the TIG process. Think of needing the metal to be “clean enough to eat off of” before you even strike an arc.
On thinner gauge metals, it is a good idea to clean the back of the material as well. This is especially important on pipe welds, as the TIG puddle will pull contaminants from the inside of the pipe if it isn’t cleaned and prepped on the back side.

This prep work isn’t hard to figure out, but it can be a surprising step for welders used to blasting through mill scale with a stick electrode or MIG welder. Take your time to prep your piece properly, and your welds will turn out much nicer.
Even on aluminum which has no mill scale, it is best to use a stainless wire brush to remove the dirt and oil.
Feeding Filler Rod
Another issue that novice TIG welders face is feeding rod properly. Most commonly done with your non-dominant hand, this skill can take a while to learn.
Beginners will usually just hold the rod and add dabs as the rod gets shorter. As you improve, you’ll want to learn how to feed the rod so you can produce a longer, continuous weld.
There are many ways of feeding rod, but it is a skill that will make your TIG welding so much more enjoyable. Having a supple pair of TIG specific gloves will really help with this feeding process.
Welding Too Slow
TIG is best performed in a faster motion. Although it is usually slower than stick or MIG, it really benefits the user to have a faster travel speed. Travel speed refers to how fast you are moving your arc/puddle as you weld. More experienced welders generally have faster travel speeds.
A lot of newbies will spend too long initiating their puddle, and they will move their torch way too slow as they add filler metal. This usually leads to inconsistent welds because your arc will have too much side to side movement. The longer it takes to perform a weld, the more chance you have of weld defects.
Once you increase your travel speed, you will notice your beads become better looking with less inconsistencies. You will start making faster progress on your projects, and it just feels better to have a less sluggish weld.
Gas Flow Problems
Having an inadequate gas flow can cause several issues. It will not shield your puddle enough and can leave you with a weaker weld. It can also cause major discoloration in your weld which is not very aesthetic. Welds with poor gas flows will end up a dark gray color, and you can tell that they weren’t shielded enough.
Proper gas flows will cause deeper penetration and a sounder weld. They will have proper coloration with much less gray tones.
Post flow is also important. This is the amount of time the gas flows after you have finished your bead. It is important to not whip away your torch when you finish welding – instead, let your post flow cool and protect the puddle as it hardens. This will leave you with a much better looking, stronger weld.
Alloys like stainless steel and aluminum will require longer post flows, while mild steel can tolerate a shorter post flow. Most machines will have a large range of post flow settings.
Amperage Problems
TIG welding on heavier gauge metals will require a lot of amperage. Novice welders often underestimate how much amperage they actually need for their TIG projects.
If you are welding with inadequate amperage, it is really hard to start your puddle, let alone feed filler rod. Hotter puddles allow for faster travel speeds and a better overall experience. This being said, TIG is capable of welding some very thin metals – it is not uncommon to bump down to 50 amps for extremely thin sheet metal.
It is important for beginners to understand this large amperage range, and play around with their settings as they weld different gauge sizes. Lower end machines won’t offer the amperages to weld thick material, so this is something to keep in mind as you are shopping for a machine that fits your needs.
Dexterity Problems
All welding process require good dexterity and hand movements not found with other trades. However, this is usually limited to mainly hand eye coordination.
When you introduce the foot pedal to control TIG amperage, you will now find that you need to use both hands plus your dominant foot. This can be overwhelming for beginners, and it is often the reason that they gravitate away from the TIG process due to frustration.

If you can stick with it, you will find that your coordination will improve. Using your hands and feet in unison will become second nature as long as you practice a lot and don’t give up.
With scratch start TIG, your amperage is constant and you won’t have to use any sort of pedal. This is a great way to convert your stick machine into a TIG welder, and you can check out our article here if that interests you.
There are also hand controls that can be added to TIG torches. This is a great option if the foot pedal doesn’t interest you. These come in the forms of dials and pressure sensitive buttons.
Frustration/Giving Up
This may seem obvious, but it is quite common. You can teach someone the basics of stick welding in a day. They can often lay down a decent bead after a well taught lesson. The same goes for MIG welding.
TIG welding takes longer to learn, and many newbies won’t be able to get the feel for it in the timeframe that they expected. This is why welding schools often save TIG classes for later in the program – after students have mastered their MIG and stick classes.
TIG is a process that tests peoples patience, but it can be very rewarding for those who stick with it. Employers often have trouble finding a great TIG welder to benefit their team, and you could be that person.





